
超聲波切帶機故障維修
超聲波切帶機(jī)故障維修
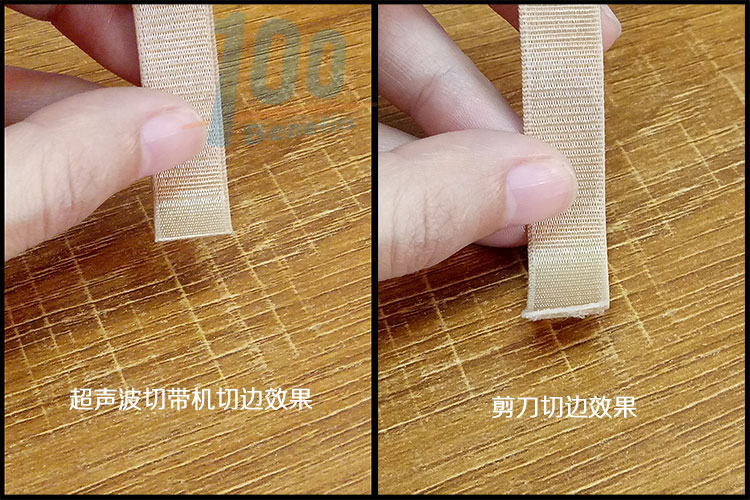
小型超聲(shēng)波切帶機是利用振動子所發射(shè)之超(chāo)聲波能(néng)量,借由焊頭(HORN)與刀片兩(liǎng)者接觸壓製,將布料切(qiē)割等效果。
超聲(shēng)波切帶機故障原因及解決辦法:
|
故障情形 |
故障原因 |
故障排除 |
|
1、電子箱(xiāng) |
斷電(diàn),沒(méi)有發出超(chāo)聲波 |
檢查(chá)電路,電子(zǐ)元器件是否正常 |
|
2、布(視材質(zhì))切割(gē)不良 |
1、調整不當 2、焊頭(HORN)與刀片配合水平不(bú)準 3、支(zhī)持座位置調整(zhěng)不當(dāng) 4、氣缸壓力不夠 5、刀片已磨損 6、輸出位置(OUT PUT) 不夠 7、焊頭磨損。 |
1、重新校正 2、重新調(diào)整 3.調整位置 4、調整足(zú)夠之壓力 5、建議更換新(xīn)刀片 6、調至足夠位置 7、取(qǔ)下研磨 |
|
3、氣(qì)缸無法上下正常動作 |
1、調(diào)速控製(zhì)故障(zhàng)或沒調好 2、空壓管路漏氣 3、調(diào)壓力之旋鈕(niǔ)沒轉動 |
1、調整或更換 2、漏氣處予以修(xiū)補 3、調至所需壓力 |
|
4、不發振或發振(zhèn)不正常(cháng) |
1、焊頭(tóu)(HORN) 故障或不良 2、焊頭螺(luó)絲斷在裏麵 3、子部份如HVC、 功率晶體(tǐ) 、發振板故障 |
1、更換 2、換(huàn)新 3、更換 |
|
5、焊頭(tóu)(HORN)之溫度升高 |
1、焊頭(HORN)與超聲波變幅杆(CONE)之間(jiān)螺絲孔不清潔。 2、焊頭(HORN)接觸麵生鏽 3、電流偏高 |
1、拆下清潔 2、生鏽麵消除 3、請電子人員檢(jiǎn)修 |
|
6、打開電源,指示燈不亮 |
1、總電源未接入
2、電源箱之電源線斷路
3、電源箱之電源變(biàn)壓器故障
4、電子箱(xiāng)之電源斷路
5、電子箱之(zhī)保險絲燒斷或絲座故障
6、電源開關故(gù)障
|
1、以三用電表AC檔測試電源電壓 2、以三用電表歐姆檔測試電源線是否開路 3、以三用電(diàn)表AC檔測試電源(yuán)變壓器之輸出端 4、以三用電表歐姆(mǔ)檔測試電(diàn)源線(xiàn)是否開路 5、以三用電(diàn)表歐姆檔測試保險(xiǎn)絲保險絲(sī)座是否開路 6、以三用電表歐姆檔測試LINE SW.是否故障 |
|
7、打開電源保(bǎo)險絲即燒毀 |
1、電源電壓使用規格不(bú)正確
2、保險絲額定電流過(guò)低
3、橋式整流器故障
4、濾波(bō)電容故障(zhàng)
5、功率晶體故障(zhàng)
6、發振(zhèn)板上之D12或D13故障
7、電纜接頭或其它(tā)線路(lù)短路 |
1、以三用電表AC檔(dàng)測試電源電壓是否(fǒu)為電源箱(xiāng)之(zhī)使用電壓AC220V如超過或過低(dī)請更改電源箱之電源變壓器輸入端電壓接點 2、正確使用規(guī)格應為AC250V/15A 3、以三用電表歐姆檔(dàng)測試橋式整流器是否短路(表頭指針到底) 4、請以另外(wài)一隻濾波電(diàn)容試其規格應為 5、尼龍9P接頭(tóu)再打開LINE SWITCH 如保險(xiǎn)絲不再燒斷,即判斷為晶體故障 6、D12或D13如短(duǎn)路即燒斷保(bǎo)險絲請以另外一片發振板測試 7、請目(mù)視檢查電纜接頭之接線是否短路或其它線路是(shì)否有燒焦或短路之現象 |
|
8、焊頭(HORN)或花輪(lún)(ROLLER)馬達不轉 |
1、供給控製板之(zhī)輸放電壓AC200V未接入 2、控製電線或輸出電纜未接好
3、電源箱裏麵之保險絲或電磁開關故障
4、腳踏板之L.SW.故障 腳踏開關故障
5、控製板故障 6、發振板故(gù)障(zhàng) 7、麵板之SPEED A.B 調整至零 8、控製(zhì)板之控製器故障(zhàng)(上下馬達不轉(zhuǎn)或轉(zhuǎn)速不正確) 9、碳刷接觸不良(不發振) 10、功率晶體故障(電流指針稍為動(dòng)一(yī)些) |
1、以目視檢查尼龍2P是否銜接好 2、以目視檢查控製電(diàn)纜(lǎn)或輸出電纜其接頭是否銜接好 3、關掉電(diàn)源打開電源箱蓋以三用電表歐姆檔測試保險絲或電磁開關是否故障 4、腳踩腳踏板或腳踏開關以三(sān)用電表歐姆檔測試控製板8P接線座之1.2腳L.SW.或5.6腳(腳踏開關)是否導通如不導通即為故障 5、請以(yǐ)另外一片控製板測試 6、請以另外(wài)一片發振板測試 7、轉動SPEED A.B之旋鈕調整至適當之位(wèi)置 8、如上下馬達各別不轉可以互換控製器測(cè)試 9、換掉(diào)碳刷並測試 10、請以另外一(yī)隻晶體座測試 |
|
9、電流高(gāo)(正常時裝焊頭(HORN) 空載功率(lǜ)調節(jiē)旋鈕轉至(zhì)零時,若大於0.8A |
1、輸出電纜未接好 2、碳刷接觸不良 3、銅環電木烘焦(回轉筒部(bù)份) 4、焊頭(HORN)故障或未鎖緊或接觸不(bú)幹淨
5、振動(dòng)子(zǐ)故障
6、頻(pín)率調(diào)整不當或調(diào)頻鐵粉蕊
7、HVC 故障
8、發振板電容故障 |
1、目視檢查輸出電纜是否接好 2、換掉碳刷(shuā)並測試 3、可(kě)以目視檢查或嗅覺檢查電木是否烘焦或異味(wèi) 4、可檢查HORN是否鬆(sōng)掉(diào)或將HORN 拆掉檢查(chá)以不裝HORN之條件測試電流約在0.4A時,即有可能(néng)HORN故障 5、可以另外一支(zhī)振動子測試或拆下目視檢查故障之(zhī)振動子是否有裂痕 6、檢查調頻鐵粉蕊是否(fǒu)脫落並調整最低諧振點(diǎn) 7、以三用電表歐姆檔測試HVC之電容是否有短路或斷路之現象 8、可以目視檢(jiǎn)查電(diàn)容是否(fǒu)變色或以另外一片發振板測試 |
|
10、打開電源(yuán)即(jí)持續發振 |
1、腳踏板腳踏(tà)開關故障
2、發振板故障 |
1、測試腳(jiǎo)踏板之腳踏開關是(shì)否有短路之(zhī)現象(以三用電表測試控製板8P接線座之1.2腳(jiǎo)或5.6腳(腳踏開關)是(shì)否短路) 2、檢查發振板繼電器是否脫落,檢查光電耦合器(4N25)是否故(gù)障,檢查BC637是否故障或以另外一隻發振板替換測試 |
文章由:超聲波切帶機(jī) https://www.huicaoshou.com/ 佛山(shān)市益(yì)百機(jī)械製造有限公司
- [2021.05.13]超聲波焊(hàn)切機的密封性
- [2021.03.05]超聲波花邊機結構
- [2021.05.12]超聲波塑(sù)料焊接(jiē)機(jī):熔接不足(zú)或過度的問題怎麽…
- [2021.05.12]手持式超聲(shēng)波焊接機操作規範
- [2021.03.05]超聲波花邊機花輪(lún)模具設計的注意點
- [2021.01.25]超聲波焊切機對塑料材料的(de)要求
- [2021.05.11]塑膠件焊接線設計要求
- [2021.07.30]超聲波塑料(liào)焊接長處
- [2021.07.19]超聲波塑焊機校模程序
- [2021.05.11]超聲波振幅、頻率、波長
- [2021.07.17]超(chāo)聲波塑料焊接機的原理
- [2021.03.05]部分塑膠超聲波焊接(jiē)性能表
- [2021.07.16]新花輪與焊頭接觸點的厲(lì)害關係
- [2021.05.09]重要!超聲波模具調試工作
- [2021.07.15]超聲(shēng)波清洗機(jī)工作電流
- [2021.07.15]超聲(shēng)波清(qīng)洗機故障、維修與保養
- [2021.05.09]什麽是超聲波塑料焊接?
- [2021.07.14]超聲波花邊機花輪(lún)壓(yā)力調整
- [2021.03.04]不(bú)同頻率超(chāo)聲波焊接機工作噪音對人體的影響…
- [2021.07.14]超聲波(bō)花邊機發振箱的安裝





